





Grafit éléktroda nipples 3tpi 4tpi Nyambungkeun Pin T3l T4l




Katerangan
Nipple éléktroda grafit nyaéta bagian leutik tapi penting dina prosés pembuatan baja EAF. Ieu mangrupakeun komponén cylindrical ngawangun nu nyambungkeun éléktroda ka tungku. Salila prosés steelmaking, éléktroda ieu lowered kana tungku jeung disimpen dina kontak jeung logam molten. Arus listrik ngalir ngaliwatan éléktroda, ngahasilkeun panas, nu melts logam dina tungku. Nipple muterkeun hiji peran krusial dina ngajaga sambungan listrik stabil antara éléktroda jeung tungku.
Parameter Téknis
Gufan Carbon Conical Nipple sareng Socket Drawing
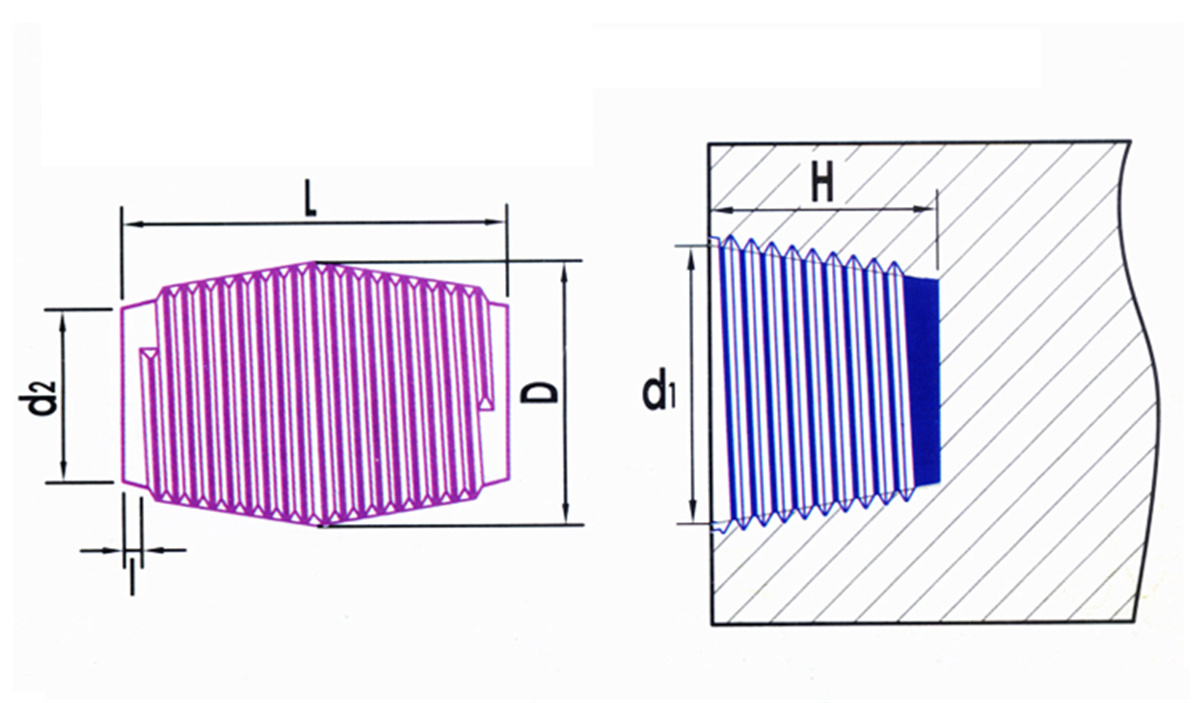
| Diaméterna nominal | Kodeu IEC | Ukuran Nipple (mm) | Ukuran Socket (mm) | Pitch | |||||
| mm | inci | D | L | d2 | I | d1 | H | mm | |
| Toleransi (-0.5~0) | Toleransi (-1~0) | Toleransi (-5~0) | Toleransi (0~ 0.5) | Toleransi (0~7) | |||||
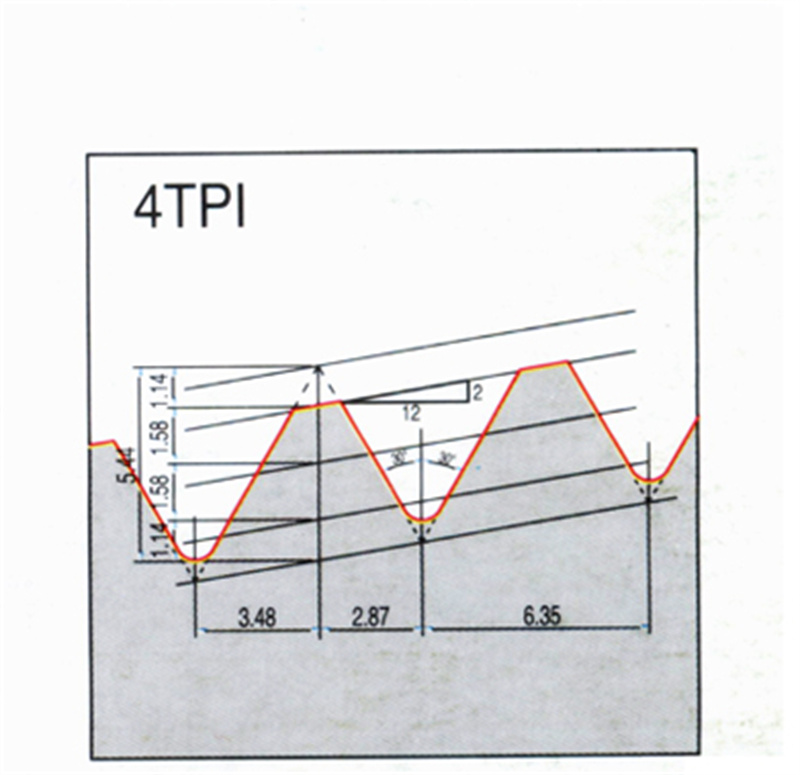
| 200 | 8 | 122T4N | 122.24 | 177.80 | 80.00 | <7 | 115.92 | 94.90 | 6.35 |
| 250 | 10 | 152T4N | 152.40 | 190.50 | 108.00 | 146.08 | 101.30 | ||
| 300 | 12 | 177T4N | 177.80 | 215.90 | 129.20 | 171.48 | 114.00 | ||
| 350 | 14 | 203T4N | 203.20 | 254.00 | 148.20 | 196.88 | 133.00 | ||
| 400 | 16 | 222T4N | 222.25 | 304.80 | 158.80 | 215.93 | 158.40 | ||
| 400 | 16 | 222T4L | 222.25 | 355.60 | 150.00 | 215.93 | 183.80 | ||
| 450 | 18 | 241T4N | 241.30 | 304.80 | 177.90 | 234.98 | 158.40 | ||
| 450 | 18 | 241T4L | 241.30 | 355.60 | 169.42 | 234.98 | 183.80 | ||
| 500 | 20 | 269T4N | 269.88 | 355.60 | 198.00 | 263.56 | 183.80 | ||
| 500 | 20 | 269T4L | 269.88 | 457.20 | 181.08 | 263.56 | 234.60 | ||
| 550 | 22 | 298T4N | 298.45 | 355.60 | 226.58 | 292.13 | 183.80 | ||
| 550 | 22 | 298T4L | 298.45 | 457.20 | 209.65 | 292.13 | 234.60 | ||
| 600 | 24 | 317T4N | 317,50 | 355.60 | 245.63 | 311.18 | 183.80 | ||
| 600 | 24 | 317T4L | 317,50 | 457.20 | 228.70 | 311.18 | 234.60 | ||
| 650 | 26 | 355T4N | 355.60 | 457.20 | 266.79 | 349.28 | 234.60 | ||
| 650 | 26 | 355T4L | 355.60 | 558.80 | 249.66 | 349.28 | 285.40 | ||
| 700 | 28 | 374T4N | 374.65 | 457.20 | 285.84 | 368.33 | 234.60 | ||
| 700 | 28 | 374T4L | 374.65 | 558.80 | 268.91 | 368.33 | 285.40 | ||
| Diaméterna nominal | Kodeu IEC | Ukuran Nipple (mm) | Ukuran Socket (mm) | Pitch | |||||
| mm | inci | D | L | d2 | I | d1 | H | mm | |
| Toleransi (-0.5~0) | Toleransi (-1~0) | Toleransi (-5~0) | Toleransi (0~ 0.5) | Toleransi (0~7) | |||||
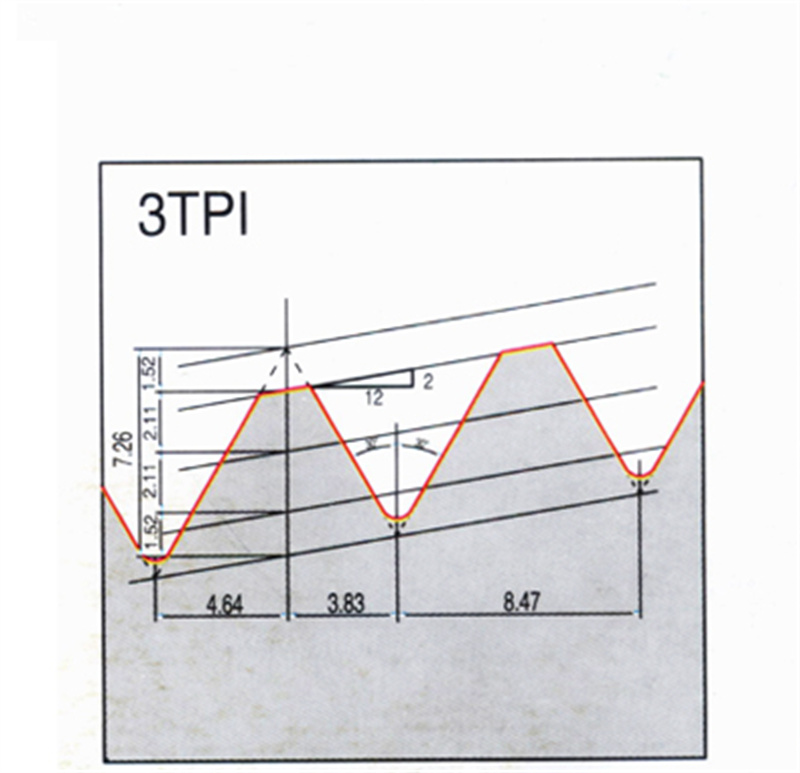
| 250 | 10 | 155T3N | 155.57 | 220.00 | 103.80 | <7 | 147.14 | 116.00 | 8.47 |
| 300 | 12 | 177T3N | 177.16 | 270.90 | 116.90 | 168.73 | 141.50 | ||
| 350 | 14 | 215T3N | 215.90 | 304.80 | 150.00 | 207.47 | 158.40 | ||
| 400 | 16 | 241T3N | 241.30 | 338.70 | 169.80 | 232.87 | 175.30 | ||
| 450 | 18 | 273T3N | 273.05 | 355.60 | 198.70 | 264.62 | 183.80 | ||
| 500 | 20 | 298T3N | 298.45 | 372.60 | 221.30 | 290.02 | 192.20 | ||
| 550 | 22 | 298T3N | 298.45 | 372.60 | 221.30 | 290.02 | 192.20 | ||
| Éléktroda | Baku Beurat Nipples | ||||||||
| Ukuran éléktroda nominal | 3TPI | 4TPI | |||||||
| Diaméter × Panjang | T3N | T3L | T4N | T4L | |||||
| inci | mm | lbs | kg | lbs | kg | lbs | kg | lbs | kg |
| 14 × 72 | 350 × 1800 | 32 | 14.5 | - | - | 24.3 | 11 | - | - |
| 16 × 72 | 400 × 1800 | 45.2 | 20.5 | 46.3 | 21 | 35.3 | 16 | 39.7 | 18 |
| 16 × 96 | 400 × 2400 | 45.2 | 20.5 | 46.3 | 21 | 35.3 | 16 | 39.7 | 18 |
| 18 × 72 | 450 × 1800 | 62.8 | 28.5 | 75 | 34 | 41.9 | 19 | 48.5 | 22 |
| 18 × 96 | 450 × 2400 | 62.8 | 28.5 | 75 | 34 | 41.9 | 19 | 48.5 | 22 |
| 20 × 72 | 500 × 1800 | 79.4 | 36 | 93.7 | 42.5 | 61.7 | 28 | 75 | 34 |
| 20 × 84 | 500 × 2100 | 79.4 | 36 | 93.7 | 42.5 | 61.7 | 28 | 75 | 34 |
| 20 × 96 | 500 × 2400 | 79.4 | 36 | 93.7 | 42.5 | 61.7 | 28 | 75 | 34 |
| 20 × 110 | 500 × 2700 | 79.4 | 36 | 93.7 | 42.5 | 61.7 | 28 | 75 | 34 |
| 22 × 84 | 550 × 2100 | - | - | - | - | 73.4 | 33.3 | 94.8 | 43 |
| 22 × 96 | 550 × 2400 | - | - | - | - | 73.4 | 33.3 | 94.8 | 43 |
| 24 × 84 | 600 × 2100 | - | - | - | - | 88.2 | 40 | 110.2 | 50 |
| 24 × 96 | 600 × 2400 | - | - | - | - | 88.2 | 40 | 110.2 | 50 |
| 24 × 110 | 600 × 2700 | - | - | - | - | 88.2 | 40 | 110.2 | 50 |
| Diaméter éléktroda | inci | 8 | 9 | 10 | 12 | 14 |
| mm | 200 | 225 | 250 | 300 | 350 | |
| Momen Easing | N·m | 200–260 | 300–340 | 400–450 | 550–650 | 800–950 |
| Diaméter éléktroda | inci | 16 | 18 | 20 | 22 | 24 |
| mm | 400 | 450 | 500 | 550 | 600 | |
| Momen Easing | N·m | 900–1100 | 1100–1400 | 1500–2000 | 1900–2500 | 2400–3000 |
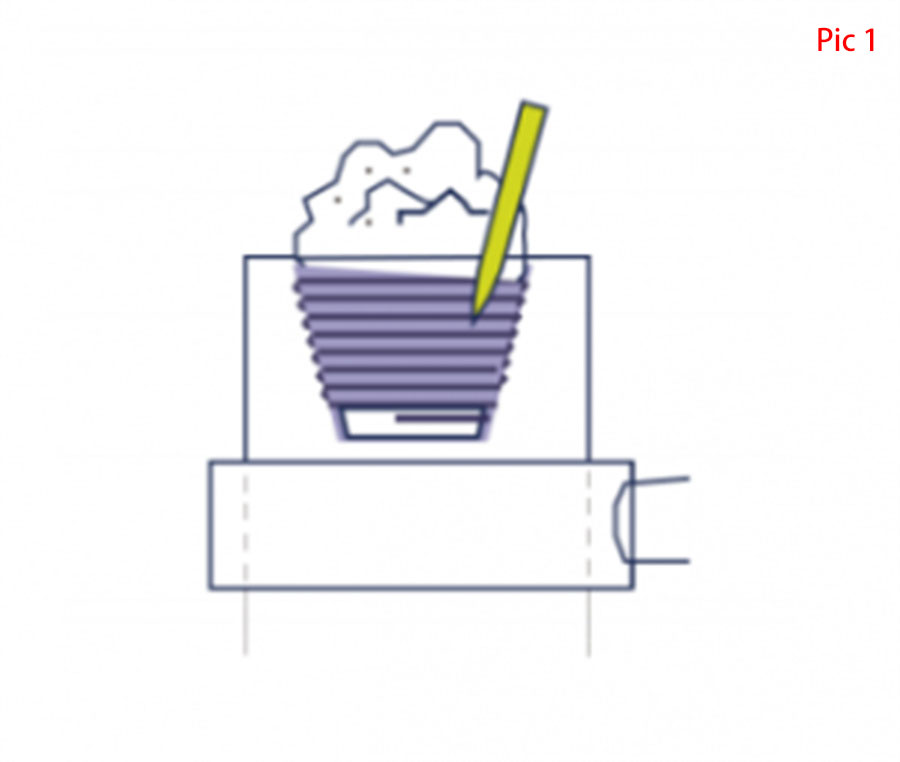
Parentah instalasi
- Sateuacan masang nipple éléktroda grafit, Bersih lebu jeung kokotor dina beungeut cai jeung stop kontak éléktroda jeung nipple kalawan hawa dikomprés; (tingali pic1)
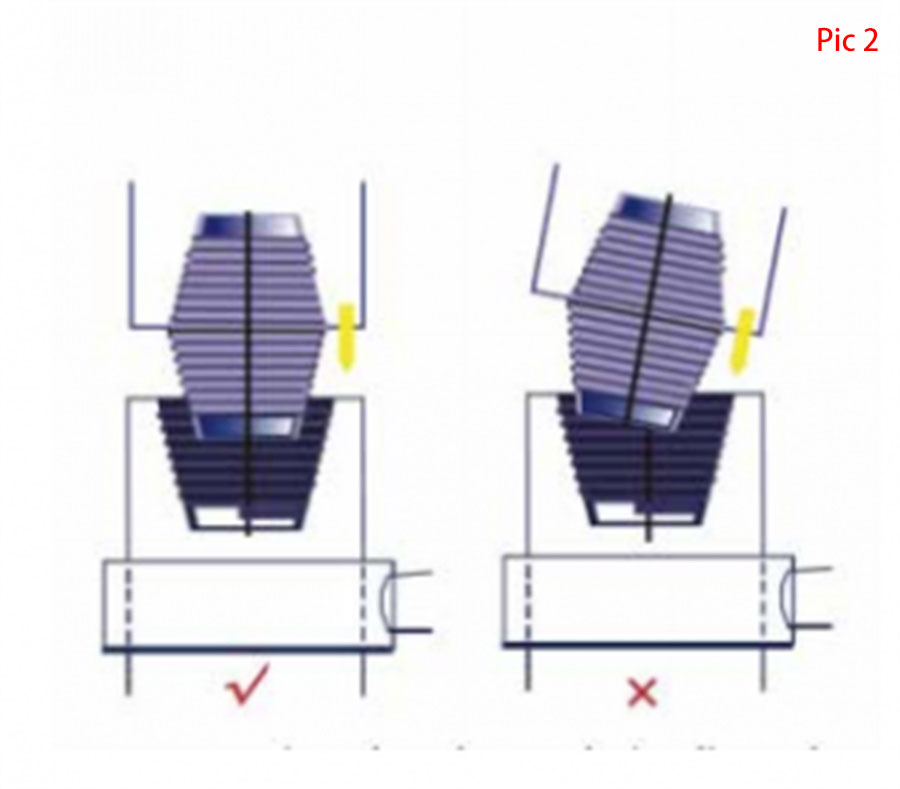
- Garis tengah grafit éléktroda nipple kudu dijaga konsisten salila dua lembar éléktroda grafit gabungan babarengan; (tingali pic2)
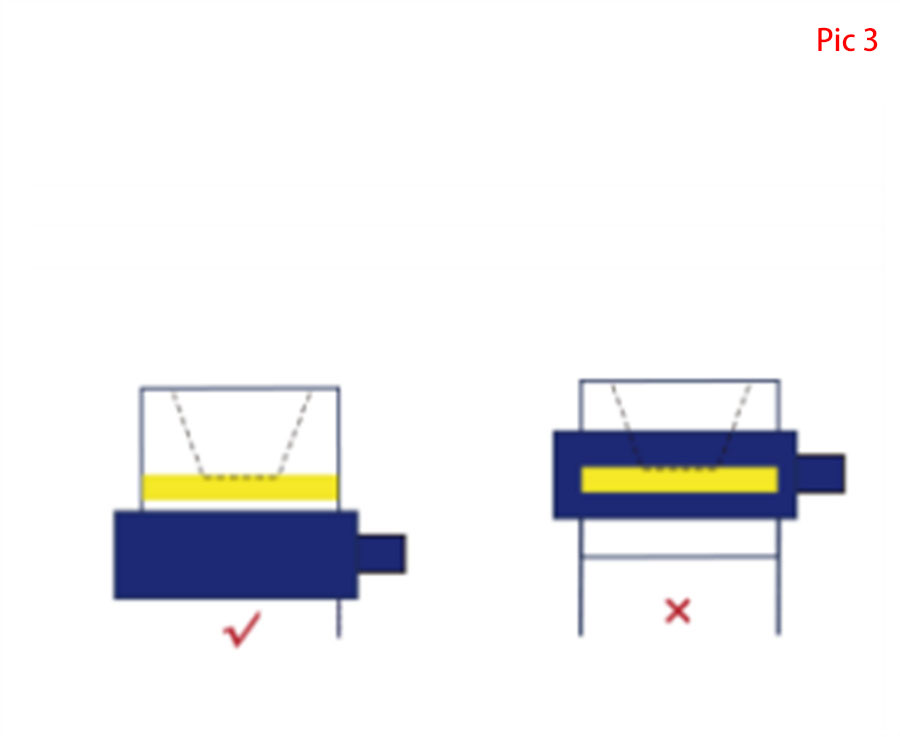
- clamper éléktroda kudu nahan dina posisi ditangtoskeun: luar garis kaamanan tungtung luhur; (tingali pic3)
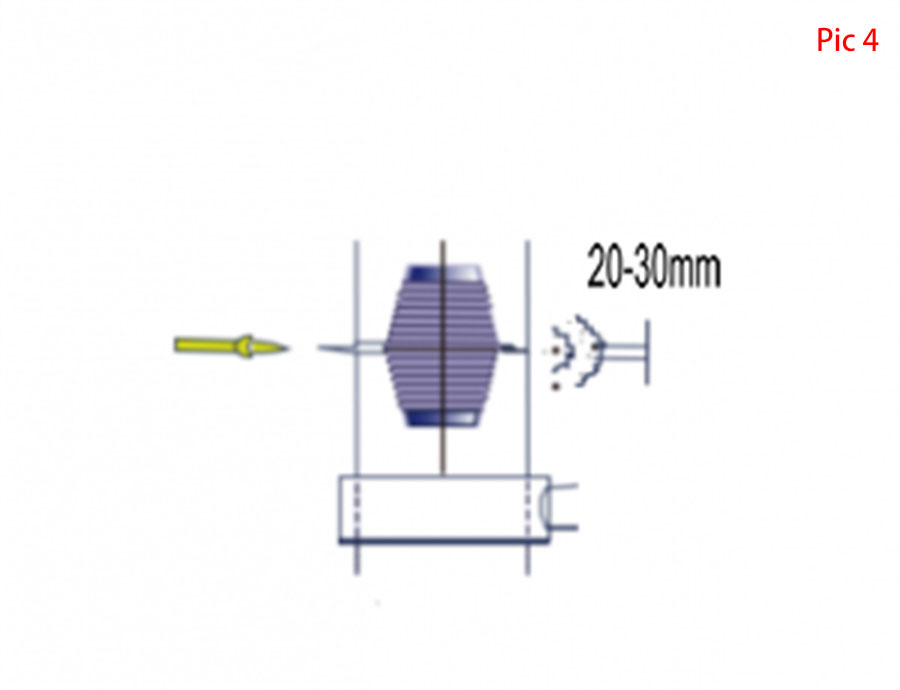
- Sateuacan tightening nipple, pastikeun beungeut nipple beresih tanpa lebu atawa kotor. (tingali pic4)
Nipple éléktroda grafit mangrupakeun komponén kritis dina prosés steelmaking EAF. Kualitas na langsung mangaruhan efisiensi sareng reliabilitas prosés. Ngagunakeun nipples kualitas luhur penting pikeun nyegah kacilakaan éléktroda sarta mastikeun prosés steelmaking lemes jeung produktif. Numutkeun data industri, leuwih 80% tina kacilakaan éléktroda disababkeun ku nipples rusak jeung tripping leupas. Pikeun milih nipple anu leres, faktor di handap ieu kedah dipertimbangkeun.
- konduktivitas termal
- Résistivitas listrik
- Kapadetan
- Kakuatan mékanis
Nalika milih nipple éléktroda grafit, penting pikeun mertimbangkeun kualitas, ukuran, sareng bentukna, sareng kasaluyuan sareng spésifikasi éléktroda sareng tungku. Ku milih nipple katuhu, pabrik bisa ningkatkeun kualitas baja maranéhanana sarta ngurangan waragad pakait sareng downtime sarta produktivitas goréng.
Kaasup konduktivitas termal, résistansi listrik, dénsitas, sareng kakuatan mékanis.
produk patali
-
Blok Karbon Blok Grafit Ekstrusi Edm Isos...
Parameter Téknis Indéks Fisik Jeung Kimia Pikeun Blok Graphite Unit Unit GSK TSK PSK Granule mm 0.8 2.0 4.0 Density g/cm3 ≥1.74 ≥1.72 ≥1.72 Résistansi μ Ω.m ≤7.5 ≤8 ≥ ≥ 8.0 ≤ ≤8. ≥35 ≥34 Ash % ≤0.3 ≤0.3 ≤0.3 Modulus elastis Gpa ≤8 ≤7 ≤6 CTE 10-6/℃ ≤3 ≤2.5 ≤2 Kakuatan Flexural Mpa 15 14≤ ≥22 Harta Pikeun Blok Grafit...
-

Karbon Grafit Rod Hideung Babak Grafit Bar Co...
Parameter Téknis Item Unit Kelas Partikel maksimum 2.0mm 2.0mm 0.8mm 0.8mm 25-45μm 25-45μm 6-15μm Résistansi ≤uΩ.m 9 9 8.5 8.5 12 12 10-12 Kakuatan komprési ≥2 3 6 Mpa 85-90 Kakuatan fléksibel ≥Mpa 9,8 13 10 14,5 30 35 38-45 Dénsitas bulk g/cm3 1,63 1,71 1,7 1,72 1,78 1,82 1,85-1,90 CET(100-1,90 CET(100-600°C) ≤C 2.5 2.5 2.5 4.5 4.5 3.5-5.0 Lebu...
-

Cina UHP grafit éléktroda produser Furnac ...
Parameter Téknis Parameter Bagian Unit RP 400mm(16") Data Diaméter Nominal Éléktroda mm (inci) 400 Diaméter Maks mm 409 Diaméter Min mm 403 Panjang Nominal mm 1600/1800 Panjang Maks mm 1700/1900 Panjangna Maksimum mm 1500/1700 Densitas Arus /cm2 14-18 Ayeuna Kapasitas Mawa A 18000-23500 Éléktroda Résistansi Spésifik μΩm 7.5-8.5 Nipple 5.8-6.5 Kakuatan Flexural éléktroda Mpa ≥8.5 Nipp...
-

Grafit Éléktroda Puting 3tpi 4tpi Nyambungkeun...
Katerangan Nipple éléktroda grafit mangrupikeun bagian leutik tapi penting dina prosés pembuatan baja EAF. Ieu mangrupakeun komponén cylindrical ngawangun nu nyambungkeun éléktroda ka tungku. Salila prosés steelmaking, éléktroda ieu lowered kana tungku jeung disimpen dina kontak jeung logam molten. Arus listrik ngalir ngaliwatan éléktroda, ngahasilkeun panas, nu melts logam dina tungku. Nipple maénkeun peran anu penting dina ngajaga sambungan listrik anu stabil antara ...
-

Éléktroda grafit Sareng Produsen Puting ...
Parameter Téknis Parameter Bagian Unit HP 300mm(12") Data Diaméter Nominal Éléktroda mm(inci) 300(12) Diaméter Maks mm 307 Diaméter Min mm 302 Panjang Nominal mm 1600/1800 Panjang Maks mm 1700/1900 Panjang Min mm 1500/1700 Arus Dénsitas KA/cm2 17-24 Arus Mawa Kapasitas A 13000-17500 Résistansi Spésifik éléktroda μΩm 5.2-6.5 Nipple 3.5-4.5 Flexural Kakuatan éléktroda Mpa ≥11.0 Ni ...




